![]()
The axle water pump
This water pump will be used to feed water from the tender into the boiler when ever the engine is rolling. A bypass valve is used to "turn off" the pump. The water will return into the tender when the bypass valve is open.
![]()
|
|
The axle water pump This water pump will be used to feed water from the tender into the boiler when ever the engine is rolling. A bypass valve is used to "turn off" the pump. The water will return into the tender when the bypass valve is open. |
|
|
The two halves of the eccentric ring are made from 8mm thick brass, milled and filled to shape. This shot was made before the mounting holes have been drilled. |
|
|
After drilling a 10mm center hole to the eccentric ring, a second hole was drilled in a plywood disc on the lathe to hold the ring. The ring was bored to the right diameter to match with the eccentric. |
|
|
The first test fit was successful. I'll add a small oiler on top later. |
|
|
After adding the oiler on top of the ring, I bend the piston rod from flat brass bar and mounted them to the ring too. The rod will be cut to length during final installation to the truck. |
|
|
From round brass stock, I machined the pump body on the lathe and added a mounting plate from flat bar. All parts are silver soldered. The upright pipe on the rear will hold the ball valves. In the front, you can see the piston. |
|
|
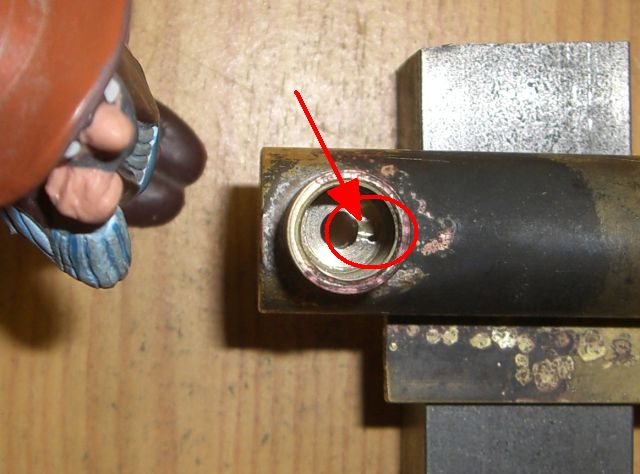
Happy with the good progress that I've done, I started to finish the upper valve. Damn... During drilling the cylinder hole to final dimension, I bored to deep and destroyed the valve chamber. So there's a hole on the wrong place. But I had luck. I can fix this mistake by soldering a piece of brass sheet on top of the damaged valve seat. |
|
|
The plunger got two groves for O-rings. The ball chambers have been closed by plugs, made from hex-brass. |
|
|
So all parts of the pump are ready for installation. As mentioned above, I'll cut the piston to length later when all will come together. The pump was also tested with water in the kitchen. There's a clip at YouTube. |
|